焊接工藝基礎知識四:焊縫形式及形狀尺寸
作者:小編 時間:2024/8/5 14:59:45
(一)焊縫形式
焊縫按不同分類方法可分為下列幾種形式:
(1)根據GB/T 3375—94的規定,按焊縫結合形式,分為對接焊縫、角焊縫、塞焊縫、槽焊縫和端接焊縫五種:
1)對接焊縫:在焊件的坡口面間或一零件的坡口面與另一零件表面間焊接的焊縫,
2)角焊縫:沿兩直交或近直交零件的交線所焊接的焊縫。
3)端接焊縫:構成端接接頭所形成的焊縫。
4)塞焊縫:兩零件相疊,其中一塊開圓孔,在圓孔中焊接兩板所形成的焊縫,只在孔內焊角焊縫者不稱塞焊。
5)槽焊縫:兩板相疊,其中一塊開長孔,在長孔中焊接兩板的焊縫,只焊角焊縫者不稱槽焊。
(2)按施焊時焊縫在空間所處位置分為平焊縫、立焊縫、橫焊縫及仰焊縫四種形式。
(3)按焊縫斷續情況分為連續焊縫和斷續焊縫兩種形式。
斷續焊縫又分為交錯式和并列式兩種(圖1—16),焊縫尺寸除注明焊腳K外,還注明斷續焊縫中每一段焊縫的長度l和間距e,并以符號“Z”表示交錯式焊縫。
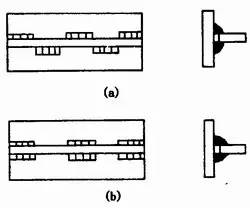
圖1—16 斷續角焊縫
(a)交錯式 (b)并列式
(二)焊縫的形狀尺寸
焊縫的形狀用一系列幾何尺寸來表示,不同形式的焊縫,其形狀參數也不一樣。
1.焊縫寬度
焊縫表面與母材的交界處叫焊趾。焊縫表面兩焊趾之間的距離叫焊縫寬度,如圖1—17。
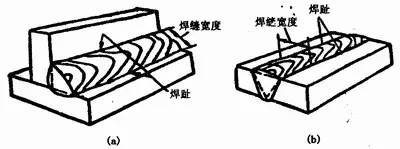
圖1—17焊縫寬度
2.余高
超出母材表面焊趾連線上面的那部分焊縫金屬的最大高度叫余高,見圖1—18。在靜載下它有一定的加強作用,所以它又叫加強高。但在動載或交變載荷下,它非但不起加強作用,反而因焊趾處應力集中易于促使脆斷。所以余高不能低于母材但也不能過高。手弧焊時的余高值為0~3mm。

圖1—18 余高
3.熔深
在焊接接頭橫載面上,母材或前道焊縫熔化的深度叫熔深,見圖1—19。
圖1—19 熔深
(a)對接接頭熔深 (b)搭接接頭熔深 (c)T形接頭熔深
4.焊縫厚度
在焊縫橫截面中,從焊縫正面到焊縫背面的距離,叫焊縫厚度,見圖1—20。
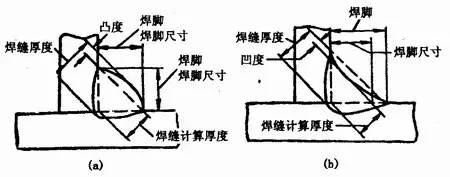
圖1—20 焊縫厚度及焊腳
(a)凸形角焊縫 (b)凹形角焊縫
焊縫計算厚度是設計焊縫時使用的焊縫厚度。對接焊縫焊透日寸它等于焊件的厚度;角焊縫時它等于在角焊縫橫截內畫出的最大直角等腰三角形中,從直角的頂點到斜邊的垂線長度,習慣上也稱喉厚,見圖1—20。
5.焊腳
角焊縫的橫截面中,從一個直角面上的焊趾到另一個直角面表面的最小距離,叫做焊腳。在角焊縫的橫截面中畫出的最大等腰直角三角形中直角邊的長度叫焊腳尺寸,見圖1—20。
6.焊縫成形系數
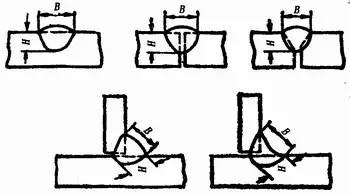
圖1—21 焊縫成形系數的計算
熔焊時,在單道焊縫橫截面上焊縫寬度(B)與焊縫計算厚度(H)的比值(ф=B/H),叫焊縫成形系數,見圖1—21。該系數值小,則表示焊縫窄而深,這樣的焊縫中容易產生氣孔和裂紋,所以焊縫成形系數應該保持一定的數值,例如埋弧自動焊的焊縫成形系數ф要大于1.3。
7.熔合比
是指熔焊時,被熔化的母材在焊道金屬中所占的百分比。
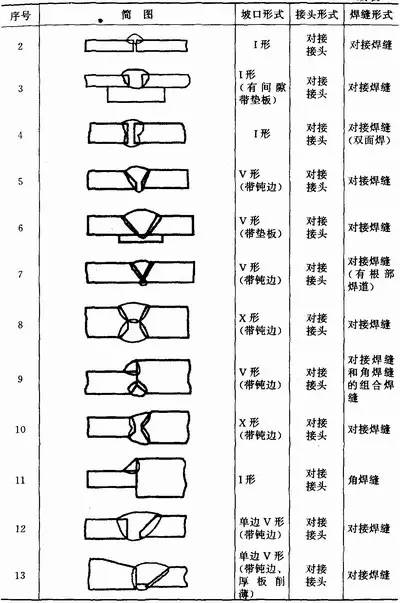
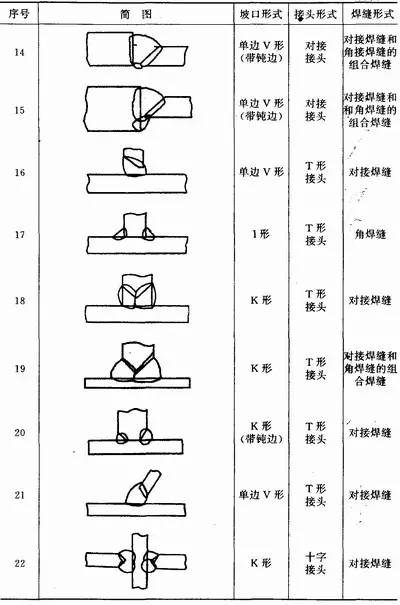
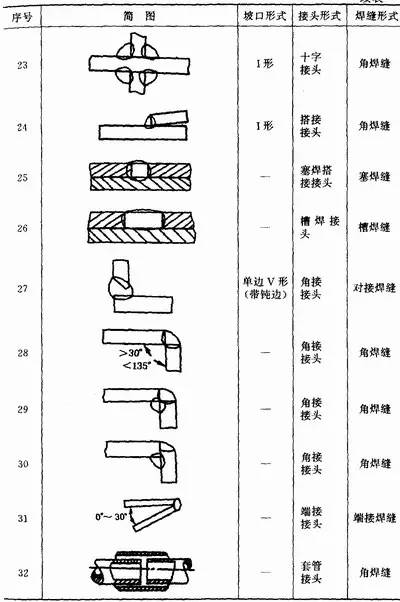
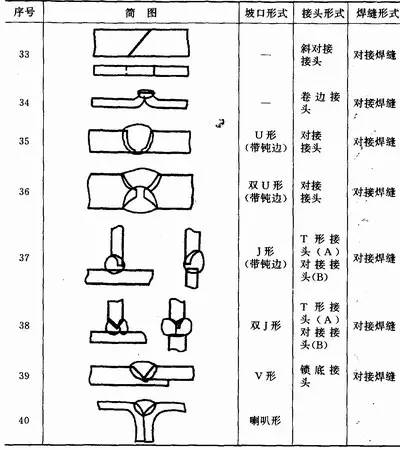
各種接頭、坡口和焊縫的形式見表1—3。
表1—3 各種坡口、接頭及焊縫形式
更多相關基礎知識: